Location
Cumberland, MD, USA
Total CornerStone Retaining Wall Blocks
55,000 sq. ft. (5,110 sq. m)
CornerStone Manufacturer
York Building Products
Completed Year
2022
Challenge & Solution: Commercial Hillside Development
Challenge & Solution: Commercial Hillside Development
As urban and rural areas become increasingly populated, land developers face challenges in finding new land for large commercial developments. The scarcity of flat, accessible land pushes developers to consider more challenging sites, such as hilly areas. Hillside developments have topographical constraints to overcome, including slope stability analysis and stabilization. Earthwork, grading, building level foundations for structures, and accessibility with safe access roads are other challenges that frequently arise. Segmental retaining walls (SRWs) are a key foundational element designed to enable hillside development, especially for commercial use.
In this case study, you will learn about hillside retaining walls and how CornerStone 100’s retaining wall system was engineered to convert a challenging sloped site into a 55,000 sq. ft. commercial distribution facility. With multiple CornerStone 100 retaining walls, the development includes stable support for a large warehouse, parking lots, and high-traffic roadways.
Completed on-schedule from March to August 2022, this project showcases the versatility and benefits of Cornerstone 100’s SRW blocks and their robust commercial applications. With expert collaboration from planning and design to installation and completion, CornerStone 100 blocks were instrumental to this commercial development’s success.




Project Overview
When developing large commercial properties in sloped areas, retaining walls are often necessary to create flat, buildable land. The retaining walls reinforce soil, support heavy loads of structures and vehicles, and contribute to stormwater management and erosion control. This development in Cumberland, MD, used CornerStone 100’s engineered retaining wall system to optimize its land value and full potential.
Multiple CornerStone 100 retaining walls helped convert the huge, sloped site into an expansive, strategically accessible distribution facility. In total, the development is comprised of 55,000 sq. ft. (5,110 sq. m.) installed CornerStone 100 blocks, produced by York Building Products. The geogrid reinforced walls support a huge warehouse, large parking lots, and high-traffic roadways for heavy-duty transportation truck activity.
The general contractor, site contractor and wall installer worked together to coordinate and build these robust hillside retaining walls within six months. Each of the three retaining walls serve unique purposes that contribute to this revamped hillside property. The fast-tracked project was completed on-schedule thanks to CornerStone 100’s efficient installation process and the crews’ admirable teamwork.




Wall Design: SRW Blocks Make Sizable Impact for Commercial Retaining Walls
The largest and most prominent reinforced retaining wall serves to raise and level 2/3 of the site with fill material. It stretches over 2,000 ft. (610 m.) long and reaches 34 ft. (10.3 m.) tall – 51 courses high, plus caps. This massive, comprehensive geogrid retaining wall was built with nearly 47,000 Cornerstone 100 blocks. It is a pivotal infrastructure element of the project, which created buildable land and handles the development’s immense loading capacities.
A cut wall measuring 580 ft. (177 m.) curving around a large parking lot at the property’s north end. This second Cornerstone 100 retaining wall maximized flat space below the wall by lowering the natural slope’s existing grade. Its cut technique extended the parking area and created a laneway for vehicle access around to the warehouse loading area. The step-down designs at each end of the wall offer a smooth, gradual transition that follow the terrain’s elevation changes.
A third, smaller wall, is built near the loading bays to help raise and support the fenced parking lot. Several large lights were installed for as safety measures along the parking lot perimeter of the property’s biggest wall. Due to their mass, steel reinforced concrete was necessary for their foundations. This design handled their load atop the retaining wall to provide secure lighting for employees and vehicles.






Design Considerations: Drainage & Stormwater Management Considerations
Below the main wall are two stormwater ponds bordering wetlands, which safely capture and contain runoff from the infrastructure above. Stormwater management is critical for all new commercial development designs, to ensure each safety and withstand severe weather events. The distribution facility’s expansive parking lot and roadways create a massive, paved surface which required sufficient drainage infrastructure.
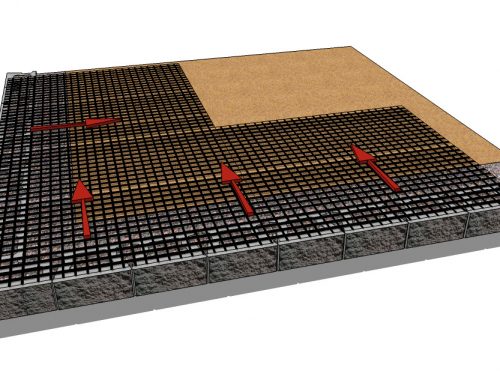
Because CornerStone 100’s hollow core blocks offer an exceptional drainage solution, the gravel-filled blocks streamline drainage from behind the wall to the stormwater ponds. This prevents water from getting trapped and pooling behind the blocks, minimizing potential of future damage and maintenance.
To ensure efficient water removal from the site, an underground stormwater system was constructed directly behind part of the wall. Working in tandem to enhance drainage, a rear chimney drain was installed at the large retaining wall excavation’s cut line. The chimney drain conveys water toward the retaining wall’s toe drains, which daylight through the CornerStone 100 block facings.




Installation: Cost-Saving Benefits of Concrete Blocks
CornerStone 100’s SRW (segmental retaining wall) block system provided a more cost-effective and quicker to install compared to cast-in-place concrete walls. With installation efficiency critical to the construction timelines, logistics and scheduling of cast-in-place walls would have posed potential project delays. Benefits of CornerStone 100 in this project include:
Easily Store Blocks On-Location
CornerStone 100 blocks were stored on-site and immediately installed by crews when needed. This limited unnecessary interruptions and delays to keep the project on schedule.
Simplify Curved Retaining Wall Construction
Cornerstone 100 SRW blocks have removable wings to simplify retaining wall curve installations. The wings are a key design feature to achieve the desired radius of curved retaining walls, like this commercial project.
Faster Installation
The SecureLugs on the bottom of each CornerStone 100 unit make consistent alignment and setbacks a breeze for installers. SecureLugs help crews avoid unnecessary pins and block accessories that prolong installations and incur further costs. CornerStone 100 hollow core blocks are also easier to lift and carry compared to solid concrete blocks.
Built-In Drainage
The hollow core block design provides a major benefit of functioning as a built-in vertical drainage column. Installers fill blocks with crushed gravel to increase mass. The gravel naturally protects drainpipes from becoming clogged by debris and soil fines in the process.
For installation, York Building Products produced and delivered over 55,000 CornerStone 100 units to the site. The project went smooth, as Belt Construction has a strong relationship with York Building Products and had previous experience with CornerStone 100’s system.
Construction crews coordinated seamlessly throughout installation to plan and build these large retaining walls. The cut and fill walls accomplished the project’s goals to raise, level and extend usable land, and support heavy loading. This network of reinforced retaining walls was installed in a matter of months, ensuring its efficient construction and timely completion.
This project demonstrates how CornerStone 100’s SRW block system offers installation and civil engineering advantages for commercial retaining wall applications.




Project Outcome: Cornerstone 100 Walls Convert Hillside into Thriving Commercial Property
Where a sprawling, sloped property once was in Cumberland, MD, today stands a hillside commercial development with a state-of-the-art distribution facility, parking areas and roadways. Structurally engineered CornerStone 100 retaining walls transformed a previously unbuildable hillside property into a profitable business center. The new commercial facility is designed for efficient land use and benefits its surrounding community with enhanced distribution services.
Three CornerStone 100 retaining walls, totaling 55,000 sq. ft. of block, are foundational elements of this massive sloped commercial property. Completed on-schedule, this project showcases the strength of CornerStone 100 blocks and their efficient installations which achieved this remarkable transformation.




This case study is a commercial project example of how CornerStone 100’s hollow core blocks deliver impactful, cost-efficient hillside development retaining wall solutions. Expedite future commercial retaining wall planning with CornerStone’s comprehensive, timesaving Retaining Wall Design & Analysis Software. For more information on CornerStone 100’s retaining wall system and pricing details, contact your local block supplier.
This project was successfully completed thanks to York Building Products (CornerStone 100 Producer), Contegra Construction Co. (General Contractor), Belt Construction (Site Contractor), Botanica Enterprises (Wall Installer), Bennett, Brewer & Associates LLC (Civil Engineering), ELA Group (Wall Designer) and Triad Engineering, Inc. (Geotechnical Engineering).